

 svenska
svenska- Hem
- Om Oss
- Produkter
- Ansökningar
- Service Support
- Videoklipp
- Nyheter
- Kontakta Oss

 |








| Kvantitet: | |
|---|---|
Eastrise
Valet av laserskärningsmunstycke
Det finns många typer av fiberlasermunstycken, som används i olika märken av maskiner.Om du inte är säker på specifikationerna, vänligen kontakta kundtjänst innan du gör en beställning för att berätta för munstyckets höjd, ytterdiameter, enkel-/dubbelskikt och vilken typ av platta som ska skäras.

T2 kopparproduktion
Utmärkt ledande värme, hög hårdhet, korrosionsbeständighet

Skärning av tjocka plåtar utan tryck


Ett lager:
Enskiktsmunstycket använder kväve och luft som hjälpgas för att skära rostfritt stål, aluminium, koppar etc.

Dubbelt lager:
Dubbelskiktsmunstycket använder syre som hjälpgas för att skära järnplåtar etc.

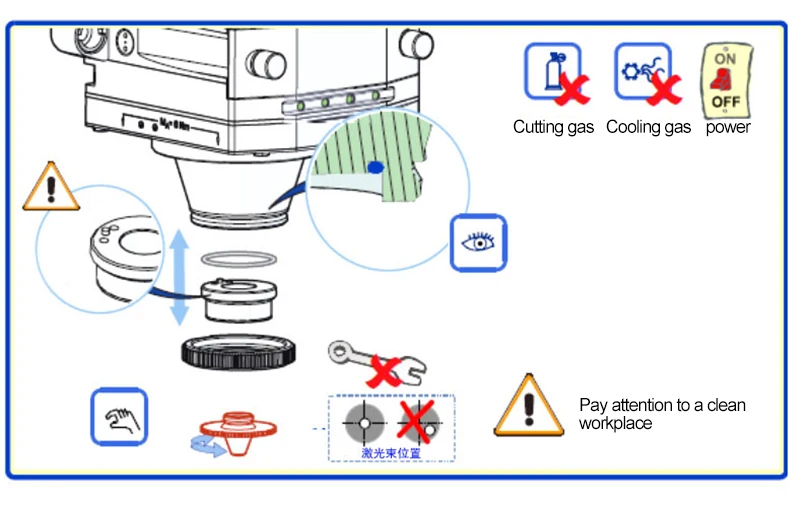
Drifttips
Justera rätt position för laserskärmaskinens munstycke.Kontrollera om lasern är i mitten av munstycket varje gång arket skärs.Om det fokuserade ljuset inte är i mitten av munstycket, justera koaxialiteten. Vanligt använda steg för koaxialitetsjustering i produktionen är följande: (1) Fäst ett klistermärke på ändytan av munstycket på laserskärmaskinen (2) Använd 10 -20 watt effekt för att manuellt slå hål (laserskott) och observera fenomenet, och ta sedan ut den vita klistermärken, var noga med att inte rotera dess relativa position.(3) När munstyckets position är för långt från laserns centrum kan mittpunkten inte skrivas ut.(4) Försök att skriva ut mittpunkten.När mittpunkten är stor och liten, var uppmärksam på om förhållandena är konsekventa och om fokuseringslinsen är lös.När mittpunkten inte är i mitten av laserskärmaskinens munstycke kan justeringsskruven justeras upprepade gånger tills processkraven är uppfyllda.
1. Vid skärning av tunna plåtar (under 3 mm): I allmänhet är munstyckets öppning i intervallet 0,8 till 1,5 mm, och den lilla munstycksöppningen har en snabbare flödeshastighet och kommer att bilda ett bra tvärsnitt.Om en större munstycksöppning väljs blir flödeshastigheten långsammare och slagg bildas på baksidan av plåtsektionen.2. Vid skärning av medeltjocklek (3 mm-10 mm) intervall: 1,5 mm-3,0 mm öppningsmunstycken väljs vanligtvis.Mindre munstycken har ett snabbare flöde, men otillräckligt flöde kommer att orsaka otillräcklig förbränning, och större munstycken har en långsam flödeshastighet.Slagg kommer att bildas.3. Vid skärning av tjocka plåtar (större än 10 mm): 2,5 mm 5,0 mm öppning väljs vanligtvis.Tjocka plattor har högre krav på luftflöde, så större öppningar krävs.

T2 nivå koppar
Med T2-klass rött kopparmaterial har det utmärkt elektrisk ledningsförmåga, värmeledningsförmåga, korrosionsbeständighet och bearbetningsprestanda;den innehåller mindre föroreningar som minskar elektrisk ledningsförmåga och värmeledningsförmåga.
Skillnaden mellan T2 och T3
I denna standard är den vanliga rena kopparn uppdelad i 1, 2 och 3 modeller beroende på mängden föroreningar som finns.T1: Den totala mängden föroreningar är inte mer än 0,05 % T2: Föroreningarna är inte mer än 0,1 % T3 : Det vill säga den totala mängden föroreningar är inte mer än 0,3 %

Höghastighetsskärning och hög temperaturbeständighet Kapning av tjocka plåtar utan tryck
Hög temperaturbeständighet, mindre anti-slagg, hög bearbetningsprecision, snabb skärhastighet

Valet av laserskärningsmunstycke
Det finns många typer av fiberlasermunstycken, som används i olika märken av maskiner.Om du inte är säker på specifikationerna, vänligen kontakta kundtjänst innan du gör en beställning för att berätta för munstyckets höjd, ytterdiameter, enkel-/dubbelskikt och vilken typ av platta som ska skäras.
T2 kopparproduktion
Utmärkt ledande värme, hög hårdhet, korrosionsbeständighet
Skärning av tjocka plåtar utan tryck
Ett lager:
Enskiktsmunstycket använder kväve och luft som hjälpgas för att skära rostfritt stål, aluminium, koppar etc.
Dubbelt lager:
Dubbelskiktsmunstycket använder syre som hjälpgas för att skära järnplåtar etc.
Drifttips
Justera rätt position för laserskärmaskinens munstycke.Kontrollera om lasern är i mitten av munstycket varje gång arket skärs.Om det fokuserade ljuset inte är i mitten av munstycket, justera koaxialiteten. Vanligt använda steg för koaxialitetsjustering i produktionen är följande: (1) Fäst ett klistermärke på ändytan av munstycket på laserskärmaskinen (2) Använd 10 -20 watt effekt för att manuellt slå hål (laserskott) och observera fenomenet, och ta sedan ut den vita klistermärken, var noga med att inte rotera dess relativa position.(3) När munstyckets position är för långt från laserns centrum kan mittpunkten inte skrivas ut.(4) Försök att skriva ut mittpunkten.När mittpunkten är stor och liten, var uppmärksam på om förhållandena är konsekventa och om fokuseringslinsen är lös.När mittpunkten inte är i mitten av laserskärmaskinens munstycke kan justeringsskruven justeras upprepade gånger tills processkraven är uppfyllda.
1. Vid skärning av tunna plåtar (under 3 mm): I allmänhet är munstyckets öppning i intervallet 0,8 till 1,5 mm, och den lilla munstycksöppningen har en snabbare flödeshastighet och kommer att bilda ett bra tvärsnitt.Om en större munstycksöppning väljs blir flödeshastigheten långsammare och slagg bildas på baksidan av plåtsektionen.2. Vid skärning av medeltjocklek (3 mm-10 mm) intervall: 1,5 mm-3,0 mm öppningsmunstycken väljs vanligtvis.Mindre munstycken har ett snabbare flöde, men otillräckligt flöde kommer att orsaka otillräcklig förbränning, och större munstycken har en långsam flödeshastighet.Slagg kommer att bildas.3. Vid skärning av tjocka plåtar (större än 10 mm): 2,5 mm 5,0 mm öppning väljs vanligtvis.Tjocka plattor har högre krav på luftflöde, så större öppningar krävs.
T2 nivå koppar
Med T2-klass rött kopparmaterial har det utmärkt elektrisk ledningsförmåga, värmeledningsförmåga, korrosionsbeständighet och bearbetningsprestanda;den innehåller mindre föroreningar som minskar elektrisk ledningsförmåga och värmeledningsförmåga.
Skillnaden mellan T2 och T3
I denna standard är den vanliga rena kopparn uppdelad i 1, 2 och 3 modeller beroende på mängden föroreningar som finns.T1: Den totala mängden föroreningar är inte mer än 0,05 % T2: Föroreningarna är inte mer än 0,1 % T3 : Det vill säga den totala mängden föroreningar är inte mer än 0,3 %
Höghastighetsskärning och hög temperaturbeständighet Kapning av tjocka plåtar utan tryck
Hög temperaturbeständighet, mindre anti-slagg, hög bearbetningsprecision, snabb skärhastighet


